引言
0.1 编写目的
A5C产品自动测试上位机是一款控制PLC与产品进行数据通讯的自动化检测平台,员工通过配置生产订单和产品设置参数,点击【开始】便可自动化对产品进行功能检测、参数设置。此外统计信息,展示了当天的生产情况、包括时段产量、直通率、不良记录等信息。本文档目的协助员工更快更便捷地熟悉使用平台。
0.2 运行环境
平台:Window 7 X64、Window 10 X64
框架:.Net Framework 4.6.1
技术栈: WPF 、 MVVMLight 、 SerialPort 、 TCP Socket 、 Dapper 、 Sqlite3 、 SqlServer 、 LiveCharts
目录
0.1、编写目的
0.2、运行环境
3.1、运行控制
5.1、汇总信息
一、通讯设置
通过配置PLC、扫码串口、工位侦测串口参数,启用连接进行数据通讯。

图 1.0.1通讯设置界面
1.1、PLC连接配置
打开A5C自动测试上位机,点击通讯设置菜单,进入通讯设置界面,输入PLC的IP和Port,点击【连接】按钮,如图1.0.1所示;
1.2、扫码串口配置
在通讯配置界面扫码串口处,选择扫码模组的串口和波特率,点击【打开】按钮,连接扫码模组;
1.3、工位串口配置
在通讯配置界面工位侦测串口处,选择1-6号工位对应的侦测串口和波特率,点击【打开】按钮,连接各个工位串口;
二、参数配置
根据客户订单要求、产品参数标准文件对测试参数进行配置。
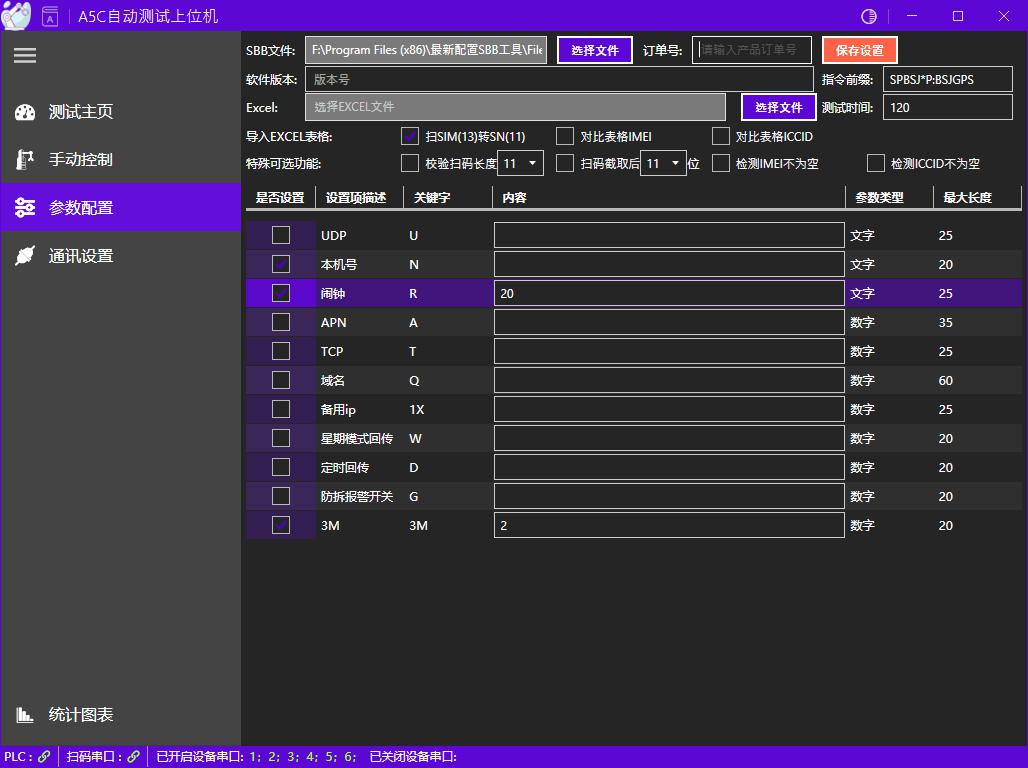
图 2.0.1通讯设置界面
2.1、产品参数设置
SBB文件加载:点击【选择文件】按钮,加载又测试部提供的客户专用的产品测试SBB文件;
订单号:输入批次订单号,生产数据可通过订单号进行查询筛选;
软件版本:输入当前订单产品对应的软件版本,测试时检查产品实际软件版本是否与订单要求一致;
EXCEL文件加载:点击【选择文件】按钮,加载客户的卡资料,测试时比对产品SN与装配的SIM卡、IMEI是否关联一致;
产品设置参数:勾选订单要求的设置项,输入需要设置的产品参数;
2.2、特殊功能设置
校验扫码长度:对扫码器扫码成功的字符进行长度校验,避免设置错误条码;
截取条码后位数:对扫码器扫码成功的字符进行截取;
检测IMEI不为空:兼容新旧产品固件,固件输出IMEI的可勾选,可剔除漏写号不良品;
检测ICCID不为空:装卡出货产品勾选此项可剔除漏装卡不良;
三、测试主页

图3.0.1 测试主页
3.1、运行控制
复位:点击【复位】按钮,将复位机械手至原点位置,初始化PLC状态,初始化上位机工位状态;
开始:点击【开始】按钮,PLC进入自动测试流程,上位机向PLC轮询当前测试状态;
停止:点击【停止】按钮,PLC会停止当前测试并控制机械手停止运动,再次开始运行需点击【复位】按钮,对设备进行复位;
暂停:点击【停止】按钮,PLC会暂停当前测试并控制机械手暂停运动,可按设备上【运行】按钮,继续当前测试;
清料:点击【清料】按钮,PLC会将当前已测试完成队列中的产品移至相应结果的出料口位置;
3.2、工位信息展示
工位状态:当前工位号、运行状态;
SN扫码:显示当前扫码的产品SN内容和转换判定结果;
进入测试:显示显示当前产品是否进入测试状态;
IMEI读取:显示获取到的当前产品的IMEI;
ICCID读取:显示获取到的当前产品的ICCID;
功能检测:显示当前产品所有功能项参数是否SBB文件要求;
参数写入:显示当前产品需设置的参数是否写入并读取校验成功;
四、手动控制
连接PLC后,点击【手动控制】菜单,进入手动控制界面,上位机向PLC发送进入手动调试模式指令;
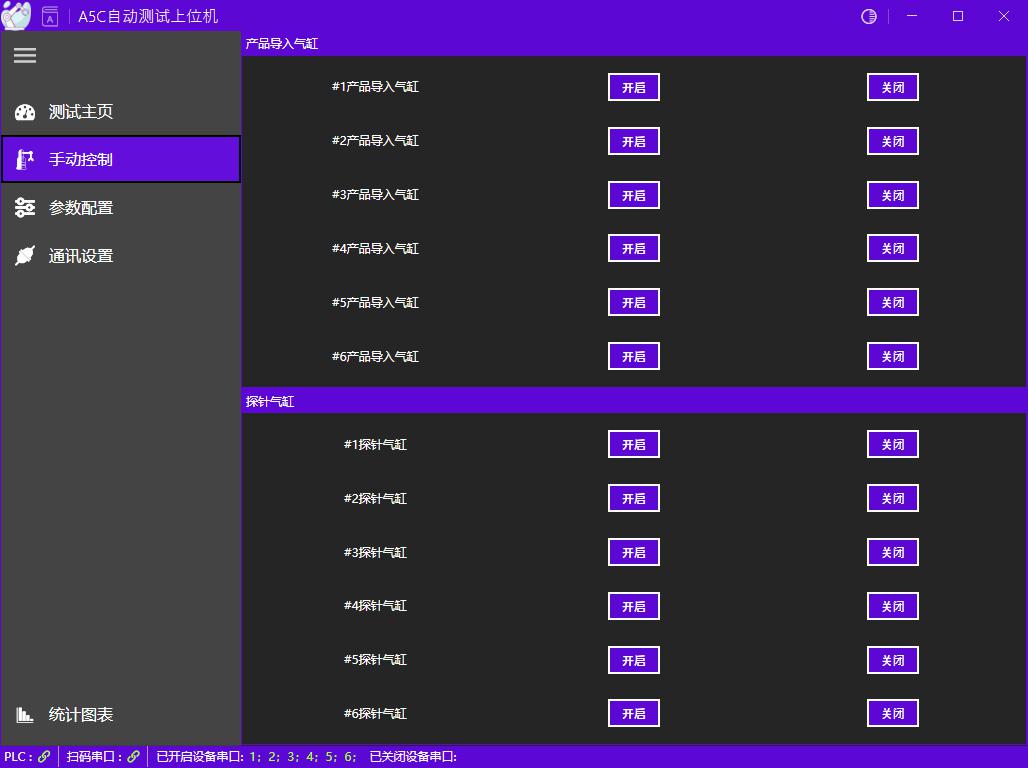
图4.0.1 手动控制界面
4.1、产品导入气缸控制
开启:点击对应工位的产品导入气缸【开启】按钮,产品导入气缸将产品测试治具推向测试位置;
关闭:点击对应工位的产品导入气缸【关闭】按钮,产品导入气缸将产品从测试位置退回装卸移栽位置;
4.2、探针气缸控制
开启:点击对应工位的探针气缸【开启】按钮,探针气缸将探针治具下压与产品测试点接触;
关闭:点击对应工位的探针气缸【关闭】按钮,探针气缸将探针治具上升与产品测试点分离;
五、统计信息
当天测试统计信息,包含产量、直通率、不良率、时段直通率、不良记录;

5.1、汇总信息
- 汇总信息:当天所有工位测试的汇总信息,包括总测试数量、测试成功的良品数量、测试失败的不良品数量;
5.2、各工位统计信息
- 各工位统计信息:显示当天各个工位生产直通率、不良品率饼状图;
5.3、时产统计信息
- 时产统计信息:显示当天各个时段产品直通率柱状图;
5.4、不良品故障记录
- 不良品故障记录:显示最近十条不良品故障记录信息,包含:测试工位、工单号、SN条码、本机号、测试结束时间、测试失败原因;